三亚市博物馆·公益
首页
本馆简介
文博动态
文物保护
博物馆活动
信息公开
陈列宣教
政策法规
说文保||故宫博物院藏红酸枝木雕云龙纹宝座修复记
字号:
T
|
T
2023-12-04 15:19 来源:文物天地
摘要:
宝座为清代宫廷家具中的一个重要类别,故宫博物院藏有数量可观的明清两代宝座文物,部分宝座呈现出不同程度的伤况本文以一件受损严重的红酸枝木雕云龙纹宝座的修复为案例,通过对受损宝座的观察和科学检测,对材质、结构、工艺等方面的分析,在文物修复理念的指导下,制定修复方案并有效实施,有针对性地解决了文物存在的安全隐患,通过经验总结对此类家具的保存与保养提出合理建议。
关键词:
红酸枝木;云龙纹宝座;保护性修复;故宫博物院
宝座为清
代宫廷家具中的一个重要类别,“宝座”一词源于佛教,诸佛所坐的莲花座多以七宝装饰,通常被称为“宝座”。在佛语中宝座亦有“高坐”之意,常以“金刚宝座”来形容释迦牟尼佛在菩提树下成道时的高坐。“宝座”一词何时用于家具,学者吴美凤
在《皇帝的宝座》一文中认为,大约
在15世纪前期“宝座”一词被人间天子借用[1],通过将一类坐具名称特殊化来将其限定为帝王专属用具,并视同皇帝或是皇帝的化身,最终的目的是强调其象征意义—至高无上的皇权。由此可见,宝座在明清家具尤其是清代宫廷家具中有其独特性。
故宫博物院作为明清两代的皇宫,藏有数量可观的明清两代宝座文物,其中部分宝座由于材料特点、设计缺陷、保存环境不佳、年久失修等原因而呈现不同程度的伤况,针对这部分受损宝座文物的修复保养和相关研究是故宫博物院文保科技部木器组的一项重要工作内容。本文即是对一件受损严重的宝座文物修复全程的记录,通过观察和科学检测手段对受损宝座进行现状探查,结合对材质、结构、工艺等方面的分析,在现代文物修复理念的指导下,推导出合理而有针对性的修复方案并有效实施,最终让文物伤况得以妥善解决,并通过经验总结对此类家具的保存与保养提出合理建议。
一 宝座概况
(一)文物基本信息
作
为清代宫廷无上皇权的象征,清宫的宝座具有厚重华丽、威严大气的特点,具体体现在以下几个方面:
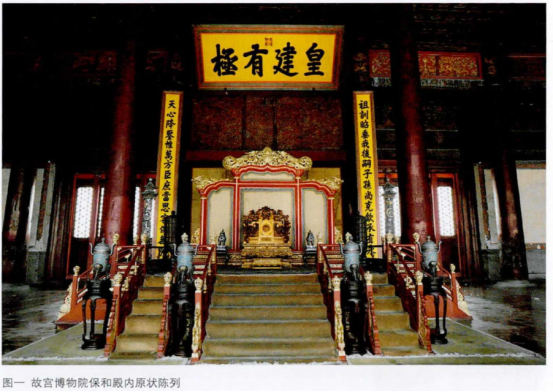
1.尺寸大,常与屏风、宫扇、香几等家具组合,形成一个具有威严气势的环抱空间,如故宫三大殿内原状陈
设(图一)。
2.多釆用龙纹、祥云纹、海水纹、八宝纹等特定纹样进行装饰。
3.用材珍贵,多以紫檀、黄花梨、红酸枝等珍贵木料制作。
4.用料厚重,整体造型气势浑厚,强调皇家气派。
5.雕刻精美、制作精良。
本次所修复的宝座名称为红酸枝木雕云龙纹宝座(图二),文物号为故208832,通体长127、宽75、高135厘米。其制式为三屏式带束腰
三弯腿宝座,由围子、座体、托泥三个部分组成。其中,围子由正面、左右两侧扶手三块围合而成,釆用走马销与座面相连,制作工艺均釆用四边攒框打槽装板的方
法,中间面心釆用双面镂空密雕的雕刻工艺,正面板心雕正龙戏珠,正龙两侧各一条龙,呈对称形,左右扶手处各一条行龙,共计5条,取“九五之尊”之意。座体为带束腰三弯腿制式,座面光素,冰盘沿看面浮雕佛教八宝纹样,束腰看面则浮雕道教暗八仙纹样。牙条垂洼堂肚,沿边启阳线,与腿足交圈,雕二龙戏珠纹样。腿足中间如意云纹轮廓,足端大转珠作结束,其上釆用密不露底的雕刻手法,雕祥云纹样。托泥釆用四边攒框中间攒接双套环铜钱纹。宝座整体色泽深沉
厚重,雕刻手法细腻,给人以稳重、威严、雍容之感。
(二)文物现状
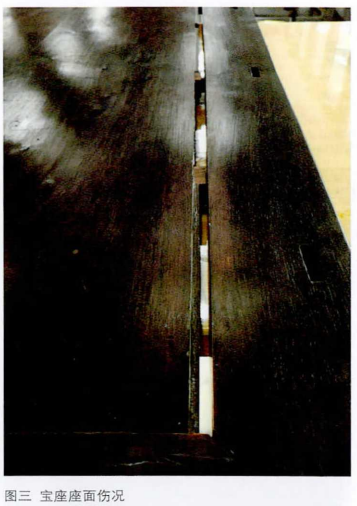
宝
座的座体整体开粘。座面后大边向外向上弓起变形严重,面心干缩严重,缝隙达到20毫米(图三),底面三条穿带严重干缩,与槽口分离。正面束腰缺失一处。前后牙板形变严重(图四),挂销处局部损坏、干缩严重,与腿子相抱时,缝隙大者6毫米。四条腿足有严
重的贯通性裂隙,大
者10毫米。其中左
后腿、右后腿、左前腿榫头严重
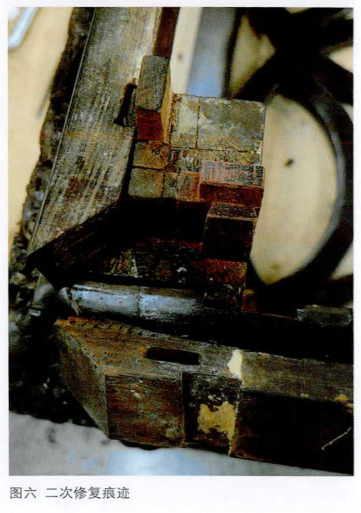
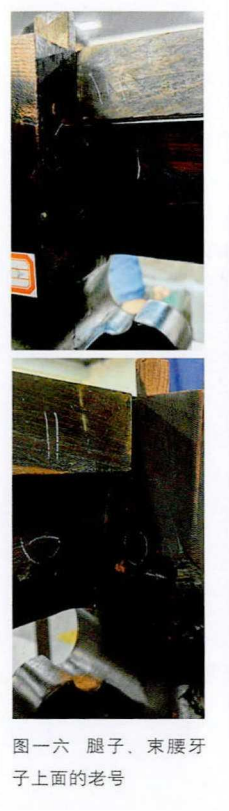
损坏(图五)。左
后腿上面还发现了之前不规范的修复
痕迹(图六)。
宝座围子整体开粘。正面围子的面心部分干缩严
重(图七),缝隙达到2.5厘米,其上雕刻部分龙须缺失两处(图八)。托泥局部开粘(图九)。
二 宝座修前调研与分析
(一)宝座的制作时代
木器家具的断代须考虑多方面因素,包括档案记录、材料的使用、雕刻风格、制式、改制等方面。下面就宝座上所发现的一些线索进行说明,以期对文物有一个较为准确的断代。
1.材料
宝座整体呈现统一的深黑色,加之整体釆用密不露底的雕刻手法,初步会判断为紫檀木。通过在修复中的近距离观察后,发现木纹通直且稀疏,与紫檀密实的绞丝纹理有明显的差别,根据经验及在后期制作中对气味的判断,明显带有酸味,确定宝座制作所使用的木料为红酸枝木。
2.用料特点
宝座四条腿釆用三弯腿的制式制作。此种制式为了达到在造型
上所需的弯度,内侧裁剪去很多木料,不惜牺牲柱体结构上的坚实为代价。腿子中部的云纹,与腿子皆为同一根木料,俗称一木连做,釆用整挖而成。托泥下面的双钱纹制作,釆用整挖制成一个“8”字,再
用料方面可见之奢靡。
3.崇尚黑色
宝座的色泽通体深黑色,但其并非木材的本色,在修复中我们可以从腿子一些损坏部位看出木材的本体颜色,其颜色呈现棕色,确定表面是通过染色而成。
4.设计特点
宝座围子的搭脑部分,装饰釆用大转子与卷草纹样结合,强调曲线、弧线的动感与变化,通过不同质感的线条增强空间感与立体感。腿子肩部兽头的雕刻,其雕刻手法釆用中国传统的、装饰意味较强的线去认识形体,在雕刻中确受到西方巴洛克时期的建筑上面装饰人物、兽首等雕刻的影响。观其像如人兽结合,较拟人化。
综上所述,清宫旧藏家具制作所使用的木料有紫檀木、黄花梨、沉香木、金丝楠木、红酸枝木、鸡翅木等珍贵木材。其中红酸枝木木料是一'个可用来断代的材料。红酸枝木是在乾隆后期开始使用的一种材料。缘于乾隆时期崇尚黑色,前期大量使用紫檀木,到了乾隆后期紫檀木开始匮乏,红酸枝便作为一种替代品进入清宫,其色泽接近紫檀木,在乾隆后期非常受欢迎,因此根据所使用的材料及木料通过染色的证据至少可断为乾隆后期的产物。再根据宝座上一些局部纹样的设计受到了西洋花卉的影响和工匠在制作时的用料习惯,可以断定为典型的广作家具。
(二)工艺制作
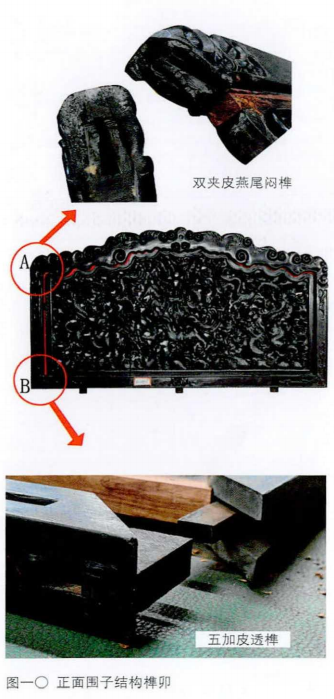
云龙纹宝座靠背围子由正面和两侧扶手组成。围子釆用攒边打槽装框的做法,但榫卯搭接关系比较特殊(图一〇)。
以正面围子为例说明:围子的上下边框榫卯A、B两处分别使用双夹皮燕尾闷榫、五夹皮透榫。A双夹皮燕尾闷榫常用在大型隔扇的边抹上,燕尾榫拍合后,可相互
牵制纵横方向的力,这样
大边不易滑脱。闷榫的使用则是考虑到搭脑整体看面的美观性。B五夹皮透榫的使用,是从其坚固度上
考虑的,加大木材粘接时的面积。因此这两组榫卯组合使用时,是有其逻辑关系的。在拆解时,应该先拆解搭脑部分,再拆解两侧的立框。安装时则反之。这两组榫卯的使用是功能与美学上的完美结合。
围子的搭脑部分釆用独板锼锯成“弓”形,中间高,两边低。搭脑外沿浮雕转珠纹,并在转珠纹的末梢出梗展叶,整体又作一个裹圆处理,造型流畅。内侧同样以转珠纹在节点做造型,中间起阳线随形至两侧。底框起双阳线,内起地浮雕折枝牡丹纹样。上下边框的阳线从视觉造成一种交圈的感觉,加强其装饰的意味。围子面心部分因板面较大,釆用三块纵向板面拼接,之间栽榫。面心沿四边踩地起阳线,与边框的阳线形成双环形的带状,增强装饰效果。面心双面透雕海水云龙纹,正面与背面龙纹在雕刻手法上也略有不同,正面浮雕起位线要比背面的深,立体感更强。搭脑内侧波浪形云纹的造型,好像为中间的景致制作出的云层幕布,增加画面的景深感,突出了宝座主视角的图案。
两侧扶手的制作与正面围子在结构上的制作基本相同,唯面心的装板方向略有不同,是横向装板方式。
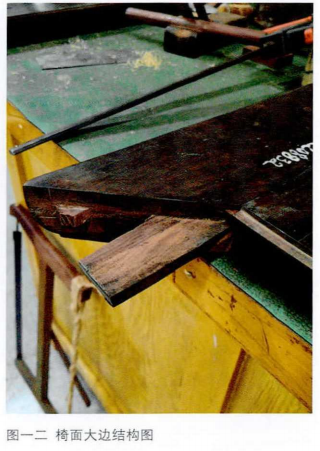
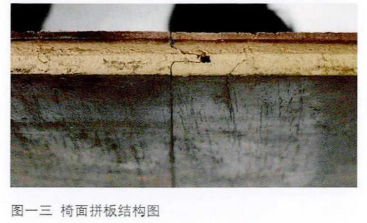
座体为带束腰三弯腿的制式。座面釆用四边攒框打槽装板的做法(图一一),大边与抹头相接时,釆用透榫,把角处使用三角榫(图一二)。座面板心釆用龙凤榫两拼而成(图一三),面下
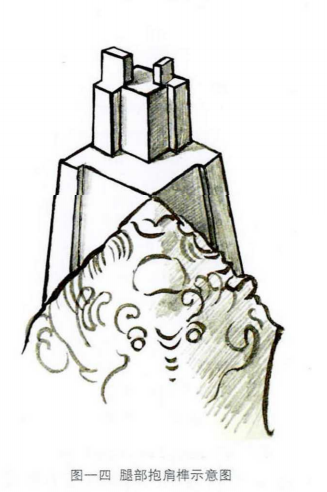
三条穿带管制。腿子釆用抱肩榫与牙条、束腰拍合。抱肩榫榫头分为两
层(图一四),最
下面一层呈梯形,是安装牙条的位置,梯形使牙条安装时呈下舒上敛之状,做出膨牙的效果。梯形平台上再起方台,方台之上做长短把角榫。每层台面上再独立制作带稍的挂销,分别与牙条和束腰相扣。足底末端出把角榫接托泥。
雕饰方面,座面光素,边抹冰盘沿儿的看面上下边沿起阳线,中间起地浮雕纹样,依次排列为花、鳌鱼、盘长、宝瓶、玉鱼、火珠、阴阳板、宝剑、渔鼓、花篮、笛子、扇子、葫芦、荷花,以道教暗八仙为主题,中间又填补了一些杂宝纹样。束腰则釆用打洼浮雕纹样(因正面束腰缺失一块,部分纹样无
法确定),依
次排列为海螺、法轮、宝瓶、象牙、鲇鱼、盘长、伞、华盖,以佛教八宝为主题,中间杂着一些杂宝纹样。牙条垂洼堂肚,整体较平直,上下起阳线与腿足交圈,四面分别浮雕双龙戏珠纹样。腿子的肩部作兽面龙纹,双爪托珠龙身则雕刻在大边的牙条末端,从整体构图看,很像是为了填充末端的空白,而生硬地填充龙的下半身,龙头雕刻头大身小,造型十分奇特。腿子足端以大转珠结束。
托泥的制作釆用四边攒框的做法,四角通过锼刻的方法制作出矮足的轮廓,中间釆用大料攒接成双钱纹样。其中较特殊的制作是双钱纹通过大料锼锯
成两个“8”字,中间再
使用横杖连接,整体在使用栽榫与大边相连,结构坚实。
(三)材料种类与特性
云龙纹宝座通体使用红酸
枝木,这种木材北方称为“老红木”,属于豆科檀属木材,颜色深棕色,纹理直丝状,花纹美观
结实,具有一股酸香气味。
胶黏剂,经过取样化验确定为有机物蛋白质胶,在现有的检测技术手段里并不能轻易地判断其为哪一种动物的胶。凭借经验确定为鱼鳔胶。鱼鳔胶使用大黄鱼的鱼鳔经过熬制、捶打、晾晒而成,是一种环保材料,无腐蚀性,可逆性强,是传统木器家具加固最为普遍的胶黏剂。
(四)伤况成因分析
通过对文物伤况的调研,发现宝座的主要伤况可以归纳如下:一类是木质材料的开裂和劈裂现象。主要有宝座正面围子面心的缝隙、座面面心缝隙、腿足与牙条与束腰之间的缝隙、大边与抹头之间的缝隙、四条腿足上贯穿性的裂隙和榫头劈裂、大边和穿带榫头的劈裂等。一类是宝座各部件的松动有缺失现象。主要有束腰的缺失、围子板心雕龙的龙须缺失、腿足边沿磕缺。这两类伤况的产生有着各自的原因,大致可以归为三大类:
1.材料自然属性造成
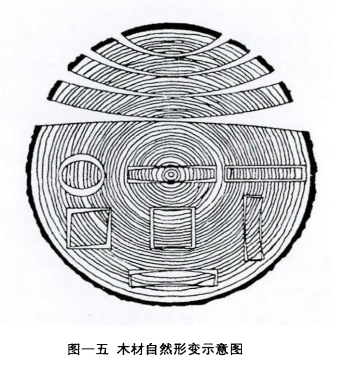
第一类,自然界的温湿度变化,使木材细胞中水分与外界相互交换形成持续状态的微循环,水分的增多或减少便会造成木材的膨胀或干缩。加上木材的自身的应力变化及木材的三种不同取料方式横切、径
切、弦切,形成一个非常复杂的形变,如木材变,形示意图(图一五)。
板材类,如宝座围子的面心、座面的面心,常出现大缝隙,皆缘于木材的自身属性。木材的横向(与木材的生长方向相垂直的方向)比纵向(木材生长方向)的收缩或膨胀的系数要大。一般纵向干缩率为0.1%?0.3%,横纹径向为3%¯5%,横纹弦向是6%?10%。板材的取料方式基本上都以弦切为主,弦切方式会凸显木材的纹
理自然美。为了避免面心在四季中的干缩与膨胀的变化,匠人通过预留伸缩缝来解决这一变形带来的破坏。此件文物的面心收缩问题除了自然的干缩问题外,也跟早期制作时材料的含水率有很大的关系。按照现在家
具制作的材料含水率标准12%以下,收缩缝在0.2—0.3厘米之间,以及实际测量的结果,围子面心干缩缝隙3厘米、座面板心干缩缝隙2厘米,相差10倍,可确定当时加工制作宝
座的材料含水率较高。
框架类,如宝座座面的边抹、靠背边抹内侧都呈现出一个锐角缝隙。其原因也是与自然界的热胀冷缩原理相关。一般框架结构边抹
之间以45度格肩榫相接,所使用的木材有弦切和径切两种,根据
上面板材干缩率来计算,板材在横向收缩最大,纵向收缩最小,所以
座面的外围因45度角相抵基本保持不变。板材收缩方向只能由内侧边沿向外滑动,加之内侧边本身就比外侧边要短,在相同的收缩比例下,短边会显得更短,因此形成一个极小
的锐
角(图三)。
第二类,材料自身生命周期性而导致材料失效。此种伤况主要表现在胶黏剂上。传统家具的胶黏剂主要是鱼鳔胶,它的主要成分是蛋白质,蛋白质到了一定的时间便会
老化,胶的黏14降
低,从而导致榫卯之间成松动脱落。如宝座多处上部件的脱落和松动,大都是因为鱼鳔胶的老化所导致的。
第三类,材料自身的重力原因,导致材质性状的变化。如束腰和牙条的塌腰的现象。
2.外力作用造成物质形态和性质的改变
外力作用可分为直接外力和间接外力。直接外力,如围子面心的浮雕云龙须子的断裂缺失、腿子边沿的磕缺。间接外力,二次不当修复造成的损坏。如宝座右侧束腰榫头的制作,在二次修复中没有按照原工艺制作,而是在束腰的榫头的底面重栽榫,在腿子榫头的平台上,临时栽接一个榫头,其修复制作完全违反文物修复原则。三是随意组装而造成的二次伤害。传统家具制作,匠师都有自己一套方位标
示系统。在修复中我们也会参考这种“老号”来确定部件的位置。本次修复中,发现正面的束腰位置有误,按其老号应该安装在宝座后面(图一六)。
可以肯定的是此种安装一定是人为的。这种错误的安装,会带来很多意想不到的伤害。因为早期传统家具制作为手工制作,模块的标准程度远不及现在,随意调换之后,很可能造成其他部件之间不相匹配,在长时间牵制下,造成某些部位的变形与损坏。如我们现在可以看到四条腿部的榫头都有不同程度的损坏。
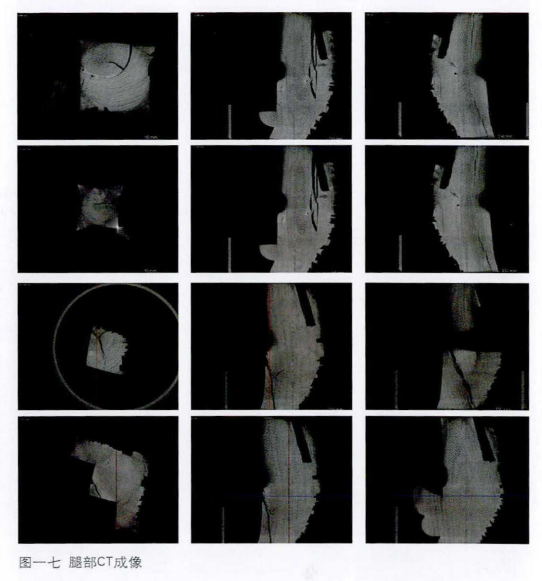
3.造型设计与材料自身的特性之间矛盾
宝
座的腿子釆用三弯腿的制式,造型如“S”形,此种造型,在材料的使用上,要求木料体量极大。根据C丁成像,我们可以清晰地看到宝座的四条腿子均使用独料锼挖成型(图一七),包括腿子的两翼如意云纹的轮廓皆为同一根木
料锼挖而成。
三弯腿的造型,需要上节去内下节去外,才能作出三弯腿的造型,但完美的造型有时会牺牲一些坚固作为代价。比如此件宝座的腿子便是,为了做出上节牙子向外膨出的力度感,腿子内侧去掉很大一块,下节为了呼应上
节膨出的力量感,腿子下节就使劲向里收敛,在外侧挖去很多木料,只剩下“S”的中间部
分了,上下力的传递无法
贯通。俗语“立
木
顶千斤”,这时也都变成最薄弱的地
方了,加之木材自身的问题,髓心部分酥脆与木材内部的旋疤较多。后期在选择木料的环节上也没有把此问题有意规避掉,正好将出榫的地方放置在髓心的旋疤处,造成榫卯无法承重太大的扭力,这是腿子造成伤损的最大原因。
以上这些伤况成因问题,出现时也不是单一存在的,而是综合呈现,因此在修复中我们应综合考量,选择一个最为恰当的方法去解决问题。
三 宝座的修复
(一)修复理念与原则
文物具有三方面的价值,即历史价值、科技价值和艺术价值。正是因为负载了这些价值,文物的保护和修复才有意义。尊重历史是文物保护与修复的前提,对文物修复方案具有最高的指导意义。最小干预、材料的可逆性、稳定性、价值判断的准确性是文物修复实践遵循的原则。
这件宝座的主要伤况是在于木材的变形、开裂、断裂、裂隙及胶黏剂的老化而导致的宝座结构之间松动、开粘、缺失等问题。所以对于开裂、断裂的地方要进行补缺、回粘恢复原有形态。对于裂隙的病况则应根据其具体情况进行干预,如裂隙还在发展的则要进行有效的干预,对于不再发展的则应保留其原状。对于缺失等部件应进行合理的补配。对于变形的部位则应根据其可操作性,给予整形。这样便可做到最小干预,进行最有效的保护与修复工作。
(二)修复过程
1.除尘清洗
(1)初步除尘
库房的环境原因使得宝座表面附着大量灰尘,尤其是纹样雕刻的缝隙之间夹杂着大量的细微灰尘。清洗时,先使用羊毛刷扫去浮灰,再用小鬃毛画笔刷顺着雕刻的纹理方向将固化的泥垢拨动,配合吸尘器进行清理。
(2)深入清理
待文物拆解后,对文物进行深入清洗,此步骤中所用的清洗剂为蒸馏水,工具有棉签、竹刀、棉布、蒸汽吸尘器等。首先使用棉签浸湿后对文物进行擦拭,对于硬化的污垢,可以使用竹刀结合蒸汽吸尘器进行局部浸湿,再使用棉签擦拭,直至文物表面干净。注意棉签的水分要适量,不宜过多。
2.拆解结构
(1)位置标示
在文物拆解之前要对文物的每个部件进行位置标示,记录各部件的位置,此步骤以角为单位
三维一体的标示(图一六)。
(2)拆解
拆解时要对宝座的基本结构有充分了解,榫卯咬合的方向、前后关系等。如围子的拆解,需要先将背板垂直向上移动,待走马销出位后再平移。然后是两侧扶手,使用皮锤敲击,由前向后敲击,待走马销平移出位后,再向上抬起,拆解完成。分解时,则要注意前后顺序,根据靠背围子的榫卯结体关系进行分解,首先使用一块软木作为垫木,垫衬在边框的内侧,再使用小铁锤敲击,敲击时则需要两侧同时进行,使其平移出榫,然后再分解两侧立框,最后是底框,按部就班操作。
座体的拆解分为座面、束腰、牙条、腿子四部分,这四部分的结体关系是由上而下,拆解时只要注意每个部位出榫时一定要垂直方向移动,切记不可伤害到榫头结构。座面的分解时
需要注意先后顺序,首先将整个座面180度翻转后,平放在桌面上,座面下需
要方形垫木,垫
木与大边为90度方向。先分解两侧的抹
头,使用垫木垫衬在内侧再使用铁锤敲击,保持抹头平行出榫,待两边抹头分解完成后,去掉下面的方形垫木,使其整体落座在桌面上,再使用同样的方法将大边分解开。
需要注意的事项是分解完成后,各个部件之间不再制约,有些特殊的部件如面心,在长期的置放过程中会造成面心卷曲变形的可能,因此要对其进行一些临时的处置,如釆用重物下面垫方木横向压在面心上,保证桌面安全。
3.清理老化的鱼鳔胶
鱼鳔胶老化后也有一定的黏性,附着在榫卯上,难于清理。我们利用鱼鳔胶溶于水的特性,釆用贴敷的方法,使其软化,再使用竹刀对残留的鱼胶进行去除。为了加速贴敷的效率,釆用热敷效果会更好。
4.缺失补配
缺失补配分为两类:整体缺失和局部缺失。这两种伤况是相对而言的,整体缺失,相对为一整块图案的缺失。局部缺失,则是相对一整块图案的部分图案的缺失。这两种病害都会造成文物在美学上的不完整。一般我们会釆用原材料和原工艺进行补配。
(1)整体缺失
补配的工作分为三步。第一步拓样,使用拓兰纸、拷贝纸等工具将纹样拷贝下来。第二步取料,通过对文物木材种属的确定,选择相同材质、纹理接近的木材,按照尺寸进行取料。第三步制作,将拓好的纹样平贴在取好的木料上,进行雕刻加工。
紫檀木雕云龙纹宝座,正面束腰缺失,根据上文对纹样的分析,缺失部分夹有杂宝纹样,不能确定纹样。因此根据文物修复的最小干预原则,我们只对束腰的外形进行制作,上面的纹样留白,从美学的角度上做到了结构的完整性。
(2)局部缺失
局部缺失多因外力所致,因此存留部位的接口多为不规则形,对此一般釆用挖补的工艺制作进行。方法如下:第一步,断面规整,对伤残处进行几何化修整,去繁就简。第二步,拓样,釆用透明胶版纸,贴敷在残面上,对残面轮廓进行取样。然后使用拷贝纸贴到胶版纸,把轮廓拓下来。第三步,制作,选用相同木材料,将拓样平贴在木料上,使用锼锯将木料锼出形状来,在使用刻刀、锉等工具制作出所需的样式。需要注意的是:在选择木料时,先要对原件木材的纹理走向进行判断,在制作的过程中更要甄别所选木纹纹理,这样才能使二者统一。第四步,随形。一般在上一步的制作过程中,临近断口处,需要预留出一些富余量。随形时需要将复刻的部分,使用鱼鳔胶粘接到原位上,待胶固化后便可随形。第五步,磨制,使用不同型号的砂纸,由粗到细,顺着木纹方向磨制,直到光滑为止。
5.腿足榫卯的修复
宝座共计四条腿足,其中左后腿、右后腿、右前腿伤况最为严重(图五),损坏的部位集中在榫头部位,呈现
炸裂形态,木材自身的强度大大降低,造成牙板、束腰等主要部分不能环抱的一起,文物存在极大安全隐患。对此我对榫头釆用挖补栽接的方式进行补全。下面以左后腿为例进行具体说明:
第一步,榫头结构设计。榫头兼顾榫卯的坚实度和文物修复原则中最少干预原则,我选择夹头榫结构,填埋部
分与露出的榫头比例关系1:1,为了加大粘
接面积,在嵌入的部分,又增加了一个阶梯平台,增加多方向的管
制作用(图一八)。
第二步,断面规整,对伤残处进行几何化修整,去繁就简,同时作最大化的保留。
第三步,卯的制作,使用凿子按照预设的线图进行凿制,在制作中,需要固定整个腿子,因此辅助的软木要提前制作出来,使用软木将原件垫衬起来,确保文物安全。
第四步,榫的制作。榫的三维尺寸是完全按照卯的尺寸进行制作的,但在卯的制作过程中,为了按照文物修复的最小干预的原则,其卯的尺寸并非完全合规,那么榫头的制作则要完全合于卯,因此在制作过程中要不断地比试,直至合规。
第五步,使用鱼鳔胶粘接。第六步,挂榫和管角榫的制作。挂榫和管角榫是露明的,因此只要测量好卯的维度,便可准确制作好。
6.开裂修复
木材开裂的方式有两种,根据不同的病害选择相应的修复方法。第一种,物体本身为一个整体,因温湿度的变化而导致木材本体由里向外开裂。此种病害形态多为不规则形,如宝座的四足。针对此种病害,我们釆用填补的方式。首先选用同材质,制作成薄片。再根据开裂的形状,将木片随形制作,最后涂抹上胶进行粘接,待胶固化后随形打磨便可完成。第二种,物体由两个或两个以上的部件组合在一起,因温湿度的变化而引起木材本体收缩,从而造成的部件之间的裂缝。此种病害对物体本体并没有造成损害,只是物理形态上发生了微小的形变,造成物体与物体
之间的开裂,形态常为规则形。按照文物修复的最小干预的原则,对于缝隙小于2毫米的,不与干预,大者则从美学角度考虑,对其进行贴补修复。此种病害多见于座面和靠背的面
心部分,腿足与牙条部分,抹头与大边的位置,面心与穿带之间位置。下面以宝座的座面为例,进行说明。
座面有三
处伤况,一是面心与大边之间形成1.5厘米的缝隙。二是抹头与大边形成格角处形成3毫米的缝隙。三是穿带与面心松动形成2毫米的缝隙。此三
种方式的病害都采用贴补的方法,但各有不同。
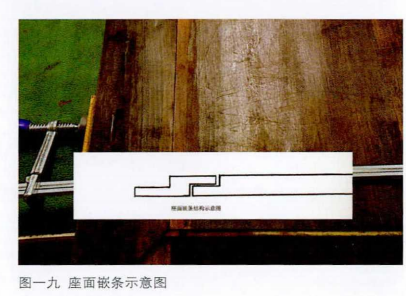
宝座面心为两拼,釆用龙凤榫结合,四边踩边簧。在贴补缝隙时,选择单边进行。按照文物修复的最小干预原则,保留边簧不动。贴补板材制作出与边簧相反的负形,形如抄
手榫(图一九)。
需要注意事项是:
(1)
拼补的板材要预留出一定富余量。
(2)整体粘接固定好以后,再制作
边簧。因为文物制作全部釆用传统的手工制作,会存在一定的误差,导致拼板在粘接时会有微小的形变和角度,造成拼板无法纳入大边槽口。这时我们再去修正拼接部分,就会发现没有余量了。所以我们要把边簧制作放在最后加工。
抹头与大边的缝隙则相对好制作一些,只要根据锐角的大小裁剪出相应大小的木条便可。需要注意的是,在填补时应在四边的粘接工作完成之后,再进行填补。
穿带的修复,一般釆用在穿带上粘贴软木片来加大穿带的宽度。本次贴补材料选用楠木。
7.整形
木材质的整形釆用传统的物理方法,使用烤枪加温,再施加外力定型使其反向回位。加温时要注意热风枪与木材的距离,及热风枪移动的速度,防止木材表面碳化。
8.组装粘接
待以上各个部件都修复完整后,便可以组装了。在粘接之前还需要试装,试装需要检查局部与局部之间,局部
与整体之间的关系是否合适,在过程中需要使用辅助工具,如绳子、F卡子等进行临时固定,对不合规的地方要进行
调整,此步骤可以反复多次,直到全部合适为止。待完成后便才可上胶粘接。
9.随形
以上4、5、6步骤完成后,都会存在新补部
件与原件之间不平滑的问题。为了使二者之间平整顺滑地衔接起来,釆用雕刻、磋磨等手法,做美学角度的修整。
10.随色
随形工作完成后,木材色泽会与原有的木材之间会有色差,为了达到美学上的色彩统一,我们会对新做的木材表面着色。一般木材随色以水性为主,有黑纳粉、黄纳粉和墨汁等。在调和时,需要根据木头自身的深浅来调制。随色则釆用中国画中的罩染法,这样会使颜色更自然。
11.烫蜡
烫蜡是木器文物修复最后一道工序。首先,将蜡放
置在容器中加温,使固体蜡变成液体状。然后,使用鬃毛刷把蜡均匀地涂抹到器物上,一手持热风枪(温度控制在200摄氏度以内),一手
持棉花收蜡。待蜡冷却后,使用竹刀将多余的蜡启掉,专业名词称启蜡。再使用棉布卷实通过反复摩擦将蜡赶匀,俗称赶蜡。赶蜡时需要顺着木材的纹理走向进行。最后使用鬃刷顺着木纹方向抖蜡,使蜡质反出光亮。修复完成。
四 修复总结与建议
红酸枝木雕云龙宝座从经手到修复,中间经历了修前调研、材质分析,尤其是对其工艺制作、病害机理等方面做了充分的研究,对修复方法也做了严格论证,因此在修复中针对性地解决了文物存在的安全隐患,对文物在美学方面上的缺失也做出妥当的处理,因而取得了较好的修复预期。
文物修复,保护为本。根据木材质的特性,红木雕云龙宝座整体材质统一,建议文物保存环
境为相对稳定的无尘库房,温度控制在15~25摄氏度之间,24小时内温差不超过4度。湿
度控
制在40
%~60%,24小时湿度差不超
过5%,库房保持良好的通风条件,紫外线控制在75u w
atts/lumen以下较为适宜。
参考文献
[1]吴美凤:《皇帝的宝座》,《紫禁城》2014年第1期。
首页
|
本馆简介
|
文博动态
|
文物保护
|
博物馆活动
|
信息公开
|
陈列宣教
|
政策法规
三亚市博物馆·公益 三亚市西河西路2号文体大楼三楼 0898-88666125
Copyright ©三亚市博物馆·公益
琼ICP备19004074号-1
三亚旅文